脆薄零件在加工中影响零件加工精度的主要问题是工件变形。在实际生产过程中,为了保证脆薄零件的加工精度,采用真空夹具来夹紧。真空夹具可以平稳、可靠地夹紧工件,且不易损坏所吸取工件的表面。本文根据实验室所需加工脆薄玻璃零件的加工要求来设计真空工作台系统。介绍了真空吸附的工作原理,描述了气路设计方案、真空吸盘的设计及具体气路的结构设计。随着科学技术的不断发展及进步,陶瓷、玻璃、硅等非金属材料在现代高科技工业领域应用十分广泛,并且要求越来越薄。传统的平板工件多采用机械夹紧或磁吸方式装夹,虽然采用机械式夹紧来夹紧脆、薄、无磁性的平面工件较为常见,但是操作困难,控制部件较复杂,并且加工时受力不均,容易产生变形,从而造成工件报废。磁吸夹紧存在磁路控制不便,并且无法夹紧无磁性的平面工件。在实际生产中,为了满足工件的高要求,解决薄壁工件的装夹问题,真空技术网(http://www.chvacuum.com/)认为往往会采用真空吸附式的夹具来装夹工件。
利用真空发生器或者真空泵所设计的真空夹具装夹工件能够很好地解决薄壁工件变形,通过真空发生装置将工件与吸盘接触面的空气抽出,利用真空的作用使得工件的两个面产生压差,使得工件产生向着吸盘的力,将工件夹紧在吸盘上来达到夹持的效果。
1、真空夹具系统回路的设计
真空系统主要可根据真空发生装置分为真空泵系统和真空发生器系统两种类型。本系统采用真空发生器。
1.1、真空发生器原理
真空发生器的构成和原理见图1。
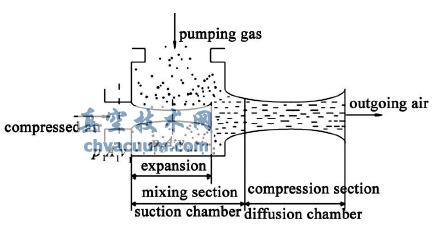
图1 真空发生器原理图
由于位能已转化成动能,气流的压力远远低于大气压。当气流进入吸入室时,在气体的粘滞性和扩散现象作用下,被抽气体与气流混合并交换能量。被抽气体获得动能后,随气流一起进入扩压室,并再次转化成高压低速气流排出真空发生器。
1.2、系统回路设计
真空吸附回路原理图见图2。
为形成很好的真空效果,选用了日本SMC公司生产的真空发生器组件(即将真空发生器、消声器、抽吸过滤器、真空开关组合在一起),与一般的真空发生器连接气路相比,性能更优良。同时,对气路中的电磁阀等元件也进行了精选,保证了气路元件本身的密封要求。
真空回路的工作情况分析:
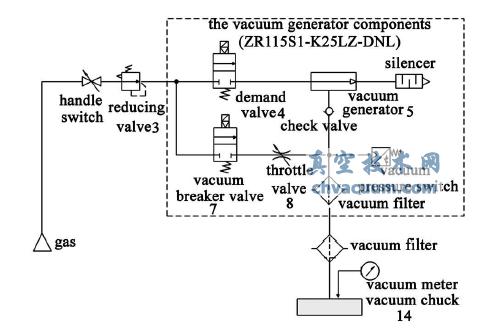
图2 真空系统回路
吸附作业:当供给阀4通电时,压缩空气经过带过滤器的减压阀3减压后,进入真空发生器5,真空发生器开始工作,使真空吸盘腔内产生真空,达到很低的真空度,依靠真空压力,使得工件两个面产生压力差来吸附工件。
放松作业:当真空破坏阀7通电时,压缩空气经真空破坏阀7、节流阀8进入吸盘14,从而破坏了吸盘内的真空状态,使工件脱离吸盘。
2、真空吸盘的设计
吸盘是工件定位夹紧的承托件。如图3所示。吸盘一般由吸盘顶盖、吸盘底座、密封圈、螺栓等组成。吸盘材料的选择需注意吸盘的工作环境。该设计中的真空吸盘是用在超精密实验室的工作环境下,吸附玻璃进行长时间的精密铣削加工,因此要求吸盘表面平整不变形,所以该设计采用耐磨、不变形、重量轻的硬铝合金材料。
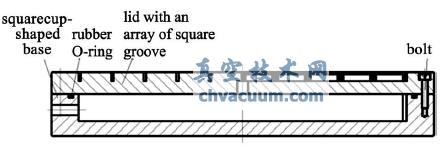
图3 真空吸盘结构图
4、气动元件接线图
真空发生器可以做成集成式的,因此需要接管的气动元件只有二位手动开关、带过滤器减压阀、真空发生器和真空过滤器。接线示意图如图8所示。
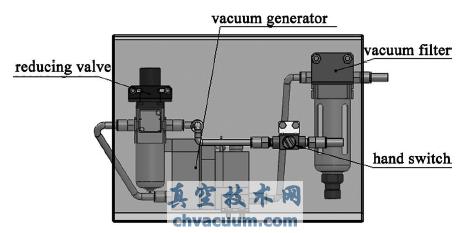
图8 真空元件接线图
接管过程中需要注意的事项:
(1)带过滤器减压阀和真空过滤器安装时要垂直放置,不能倒置。
(2)过滤器两端压降大于0.02MPa时,滤芯应卸下清洗或更换。
5、结束语
此真空夹具具有一定的通用性,不仅适用于玻璃的铣削加工,也适用于塑料、橡胶、聚四氟等薄板材料的铣削加工,同时也可用于磨床磨削不导磁薄板零件(如不锈钢)。该夹具操作方便,改变定位元件型腔结构,可以加工异形薄壁零件,具有一定的推广意义。实践证明:利用该真空吸附夹具高速铣削薄板零件,有效地提高了加工质量与生产效率。

 寿力授权证书2018
寿力授权证书2018 骏腾机电图片展示
骏腾机电图片展示 普旭油润滑旋片真空泵-R5系列
普旭油润滑旋片真空泵-R5系列 寿力螺杆真空泵:VS16-40
寿力螺杆真空泵:VS16-40 玻璃加工行业上的案例展示
玻璃加工行业上的案例展示 真空泵在制药行业上的应用
真空泵在制药行业上的应用 第十八届SIMM深圳机械展如期而至,骏腾机电赴约前行
第十八届SIMM深圳机械展如期而至,骏腾机电赴约前行 真空系统安装要求和注意事项
真空系统安装要求和注意事项 热烈庆祝骏腾机电成立16周年
热烈庆祝骏腾机电成立16周年 勠力同心 砥砺前行 骏腾机电参加寿力经销商培训会议
勠力同心 砥砺前行 骏腾机电参加寿力经销商培训会议 深圳骏腾机电总部联系方式
深圳骏腾机电总部联系方式 深圳骏腾机电:成都办事处联系方式
深圳骏腾机电:成都办事处联系方式

